

Аргонодуговая сварка это один из основных аспектов нашего производства (изготовление и монтаж лестничных ограждений из нержавеющей стали). Но давайте поподробней разберемся что же это такое?
Аргон
Во первых газ Аргон (Ar), сам по себе он может быть заменен на более дорогой Гелий (He) либо на более дешевую Углекислоту (Диоксид углерода CO2 ), также существует множество сварочных смесей (Аргон – Углекислота, Аргон-Гелий и т.д.). Значит правильнее будет назвать способ сварки не Аргонодуговой, а сварка в защитных газах с применением неплавящегося электрода из Вольфрама (W).
Тогда почему же все таки Аргон(Ar)? В нашем производстве он оптимален, так как не такой дорогой как Гелий(He), но дает практический такое же качество свариваемых поверхностей, а иногда и лучше, ну а Углекислота (CO2) уступает Аргону(Ar) по качеству шва не являясь критично дешевле Аргона(Ar).
Зачем же вообще нужны все эти газы? Рассмотрим на примере Аргона(Ar). Аргона(Ar)- от древне греческого ἀργός — ленивый, медленный, неактивный. Это название подчёркивало важнейшее свойство элемента — его химическую неактивность. Аргон занимает третье место по содержанию в Земной атмосфере после азота и кислорода. Он не имеет не цвета ни запаха и на открытом пространстве или в проветриваемом помещении безвреден для человека. Аргон значительно тяжелее кислорода и поэтому при попадании в атмосферу в концентрированном виде опускается к полу. Аргон(Ar)- инертный газ т.е. он практически не вступает в реакцию с другими химическими элементами. Благодаря своей инертности во время сварочного процесса, он выталкивает собой другие атмосферные газы и образует вокруг сварочной ванны благоприятную среду. При этом не допуская окисления шва. Шов сваренный без защитного газа (Аргона)

TIG
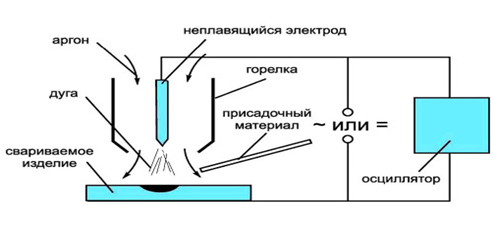
Теперь когда мы разобрались со всеми этими газами, перейдем непосредственно к самому сварочному процессу (TIG) Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного, защитного газа.
Данный вид используется для сварки Алюминия(Al) и его сплавов, множества цветных металлов, Титана(Ti) и конечно же легированных сталей – НЕРЖАВЕЙКИ.
Для начала, неплавящийся электрод для чего он нужен и почему же он не плавится. А все потому что в его роли выступает Вольфрам(W) с температурой плавления 3 422°C. Чтобы вы понимали для сравнения температура плавления у Железа(Fe) 1 538°C, а у нержавеющей стали от 1 400 до 1 450°C. И нужен он для зажигания и направления сварочной дуги.
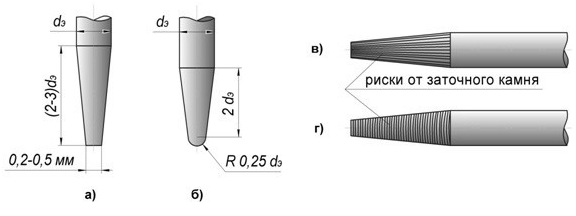
Заточка вольфрамового электрода: а) для сварки на постоянном токе; б) для сварки на переменном токе; в) правильная; г) неправильная
Благо во всех современных сварочных аппаратах есть по истине волшебная «штука» ОСЦИЛЯТОР, который служит для бесконтактного образования дуги. До его появления приходилось зажигать дугу от касания об свариваемый материал Вольфрамом(W). А так знаете ли и электродов не напасешься, да и после касания электрод затуплялся и окислялся, что негативно сказывается на сварочной дуге и самом шве.
Плюсы:
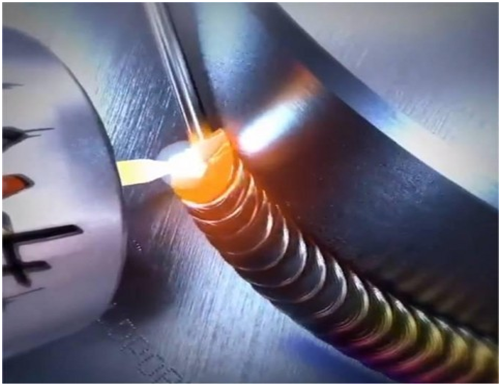
Сама по себе сварка(TIG) имеет огромное количество плюсов: Огромный спектр свариваемых поверхностей; качество и провар сварного шва за счет инертного газа который вытесняет кислород и азот; то что после сварки шов не нуждается в дополнительной обработке; за счет небольшой зоны прогрева свариваемые металлы не так сильно деформируются как при сварке флюсовыми электродами; отсутствие копоти и брызг металла во время сварки
Минусы:
Есть у этого способа и недостатки, например: (TIG) значительно уступает полуавтомату и ручной – дуговой сварке по скорости свариваемых металлов; варить этим видом сварки на улице достаточно проблематично, из-за ветра который выдувает Аргон, нужно городить заграждения либо увеличивать подачу аргона, что приведет к большему расходу газа; также (TIG) требует более качественную подготовку свариваемых материалов так как не любит загрязнения; оборудование для (TIG) требует больших материальных вложений по сравнению с другими видами ручной сварки; газовый баллон без которого теперь никуда; (TIG) сварка требует высокой квалификации сварщика; зачастую требуются две руки сварщика(в одной горелка, а в другой присадочный материал).
Технологический процесс
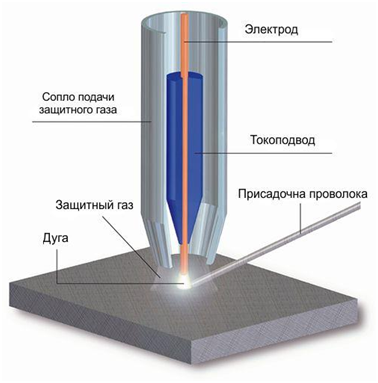
Во время TIG сварки в зону сварочной дуги, образовавшейся между неплавящимся электродом и свариваемыми поверхностями, через сопло сварочной горелки подается инертный газ, который защищает электрод и сварочную ванну от воздействия атмосферных газов (кислород, азот и др.). Под воздействием дуги, расплавляются кромки свариваемых металлов. В сварочную ванну при необходимости подается присадочный материал. Метал в сварочной ванне кристаллизуется и образуется красивый и аккуратный сварочный шов.